Join us at AGG1, St Louis, MO - America's Center Convention Complex: 25-27 March
The construction materials industries form the backbone of the infrastructure which surrounds us. Global demand for the products from this sector will not slow down, and so the pressure to enhance efficiency in manufacturing and doing so sustainably will only increase. This industry, including cement, concrete, and aggregates plants, has varying levels of technological maturity. Some embracing advanced technology faster than others and relying on data-driven decisions to reduce costs and minimize environmental impact.
However, ten key innovations that stick out more than others have the power to transform production processes, making operations smarter, safer, and more sustainable.
In this article, we’ll cover the top ten technologies pushing the boundaries of what’s possible in the construction materials industry. When considering implementations for your operations, these should be on your radar:
- Wearable Technology
- Drone Technology
- Robotics
- Smart Inventory Management
- AI for Quality Control
- Fully Electric Mobile plants
- Virtual Reality
- Augmented Reality
- Sensors
- Digitized & Mobile Maintenance Systems
1. Wearable Technology
This can include everything from a smart watch to smart personal protective equipment (including clothing and helmets). It has been readily adopted in the construction industry; however, its value is increasingly recognized across the construction materials industries too. For example, as these devices monitor the well-being of personnel in real time, they can help prevent accidents and serious injuries. It’s also an extra form of protection for lone workers in remote quarries. Additionally, wearable tech improves productivity by tracking and analyzing worker movements, providing insights that streamline processes, reduce downtime, and optimize task allocation, leading to more efficient workflows.
2. Drone or Unmanned Aerial Vehicle (UAV) Technology
Drones have revolutionized quarry operations, replacing manual surveying and labor-intensive data collection with swift, precise, and efficient solutions. Equipped with advanced sensors and cameras, drones capture high-resolution images in real-time, allowing quarry managers to make informed decisions, optimize blasting, drilling, and excavation processes. This integration of drone technology has improved productivity, reduced environmental impacts and enhanced operational accuracy across quarry sites.
Similarly, with cement plants, drones are used to perform plant inspections and have dramatically improved safety for workers with indoor drones, reducing the need for inspectors to enter a potentially hazardous asset to collect visual data.
3. Robotics
Robotics are transforming the logistics processes in cement manufacturing by automating key tasks such as item picking, flattening, palletizing, and truck loading. Replacing these traditionally labor-intensive tasks helps make cement plants more efficient and resilient while contributing to the health and safety of frontline workers. By integrating robotic solutions, cement plants can optimize their logistics, enhance accuracy whilst increasing output.
4. Smart Inventory Management
A precarious supply chain within the construction materials industry can quickly erode the bottom line of a company and mismanaged stocks can trigger undesirable waste. An effective inventory management system therefore is vital for operations in the aggregates industry, as it ensures the availability of materials, reduces costs, and minimizes waste, ultimately improving efficiency and profitability. Larger operations often have dedicated teams to manage this, but smaller companies may lack these resources, making inventory management systems critical for achieving cost savings. By using sensor technology (smart barcodes, RFID tags) that track stock in real-time, companies gain visibility across multiple sites and can maintain optimal stock levels. For example, if stocks fall below a pre-set benchmark, such as a two-month supply, it signals the need for replenishment to avoid shortages.
5. AI for Quality Control
Applying Artificial Intelligence (AI) modelling in aggregate and cement plants vastly improves quality control processes, reducing rework costs and ensuring every batch meets necessary standards. For example, AI-driven image analysis enables real-time particle size evaluation on stockpiles or conveyor belts, ensuring consistent product quality without needing manual sampling. Computer vision technology powered by AI can accurately classify material quality. LiDAR is another method that can measure stockpile volumes without the need for personnel to physically access the stockpile. This is particularly crucial when measuring stockpiles of hazardous materials or in dangerous locations. Additionally, generative AI analyzes plant data to identify deviations and, through model-based optimization, predicts and maintains quality throughout the entire manufacturing process.
6. Electric Mobile fleet and plants
Aggregate Industries recently announced a sweeping electric upgrade to their cement fleet. And they’re not alone. At Hillhead 2024, Electric vehicles and machinery were at the forefront of the exhibition. The concept of massive charge pads in quarries, enabling electric vehicles to recharge on the go, was one of several exciting electrical innovations on show. With companies racing towards achieving Net Zero, the shift from mixed fleets to going fully electric is seen as pivotal. This transition gives companies a chance of meeting sustainability targets as well as gaining a competitive edge in the industry.
7. Virtual Reality (VR)
VR is a technology which allows a user to interact with a computer-simulated environment (a real or imagined one) often displayed on a computer screen. This makes it an excellent tool for training staff on new equipment and procedures, especially in hazardous environments in certain plants and quarries. Caterpillar increasingly provides training to operators in a safe and controlled virtual environment using VR simulators. Furthermore, Using VR technology for maintenance procedures can improve accuracy and reduce downtime by simulating complex repair scenarios and allowing technicians to practice in a virtual environment. Studies have shown that VR safety training outperformed traditional methods in terms of knowledge acquisition and retention.
8. Augmented Reality (AR)
AR and VR are sometimes used interchangeably but are distinctly different technologies that offer different advantages when applied within the construction materials industry. AR is an interactive experience based on real-world settings but enhanced by computer-generated information (mixed reality), whilst the VR setting is completely virtual. AR Remote assistance can allow experts to guide plant workers in real-time, enabling faster problem-solving and eliminating the need for experts to travel to the site. As a result, machine downtime is reduced, cutting both production losses and travel costs. AR can help experts monitor production and worker performance, assess sites, and identify potential machine defects.
9. Sensors
Internet of Things (IoT) technology enables real-time monitoring of critical equipment. Sensors installed in machinery continuously collect and transmit data about equipment performance, temperature, pressure, and other factors. This data helps manufacturers identify potential issues before they become problems, reducing the risk of unexpected breakdowns. Examples of sensors used in cement plants and aggregate quarries include vibration, temperature, level and pressure sensors. Changes in pre-set levels to these data points can signal the state of the equipment’s operational condition (triggering maintenance routines if necessary) as well as production efficiency. Advanced analytics powered by AI combined with the data retrieved from sensors can also help predict when machinery is likely to fail.
Implementing sensors to perform predictive or condition-based maintenance well, is crucial.
10. Digitized & Mobile Maintenance Systems
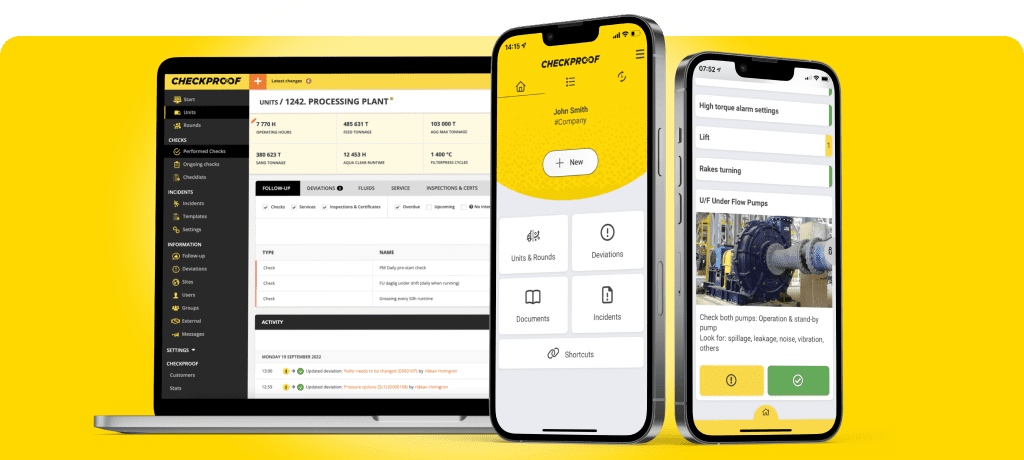
Mobile apps, such as CheckProof’s, allow maintenance teams on the field to stay connected and handle issues as they arise. Technicians can instantly access repair manuals, enter deviations, update repair status, and receive notifications of maintenance tasks—all from their mobile devices, ensuring seamless communication and quicker response times. The transition from pen and paper to a digital maintenance and HSEQ platform that supports mobile devices has allowed for:
- Automated maintenance scheduling
- IoT integrations of sensors that trigger tasks
- Real-time reporting of maintenance activities
- Tracking and managing incidents & deviations
- Efficient capturing of field data
- Optimizing preventive & condition-based maintenance
At CheckProof, we have long recognized the advantage of adopting innovative solutions in traditional industries. However, for a more friction-free integration, there needs to be tailored solutions, an understanding of the specific needs of these industries, and solutions that can integrate seamlessly with existing workflows, whether for equipment monitoring, safety protocols, or quality control.
As the construction materials industries continue to evolve, technology will play an increasingly critical role in driving efficiency, quality, and sustainability. By embracing these advancements, manufacturers can ensure they remain competitive and future-proof operations to adapt to changing demands.
Want to know what CheckProof can do for you?
CheckProof's easy-to-use app makes it easier to do the right thing at the right time. Discover how you can run world-class maintenance that is both cost-effective and sustainable.
Book a demo

2025-01-10
Revolutionizing Compliance: Banner Contracts on managing ISO audits with CheckProof
CheckProof speaks to Brett Burrows from Banner Contracts on securing processes and ISO Compliance with CheckProof.

2024-12-13
Implementation of Digital Systems: Rolling Out CheckProof Across Teams
Implementing new digital tools can be challenging, especially when teams resist change. In this blog, industry leaders from Cemex, Breedon Group, Banner Contracts, and Peab Industry share their insights on successfully rolling out CheckProof. Discover practical strategies, lessons learned, and the measurable benefits of driving digital transformation across operations.

2024-11-26
From Fuel Savings to Production Gains: Cemex Germany’s Wins with CheckProof
How Gina Becker at Cemex Germany, and her colleagues increased daily production by 75%, reduced fuel costs, and streamlined operations with CheckProof’s platform.

2024-11-22
A Recap of the CheckProof Industry Event & 10th Anniversary Celebration
CheckProof recently hosted its inaugural industry event, marking a significant milestone in the company’s journey. CheckProof’s industry event, which coincided with our ten-year anniversary celebration, was formed with the intention of gathering industry leaders within the construction materials and heavy industries. Together we discussed common challenges, shared success stories along with informative content on trends that the industry needs to be aware of.

2024-11-11
Trend Report: Key moments in the Construction Materials industry (2014–2024)
To celebrate a decade of innovation since CheckProof’s inception in 2014, this report highlights significant milestones across the construction materials industry over the last ten years. From 2014’s economic optimism boosting infrastructure demand, to more widespread adoption of AI and machine learning in 2024. Each year showcases industry advancements that pushed the boundaries in innovation, digitalization, and sustainability.

2024-11-11
Meet Marcus Edlund, CheckProof’s First Employee and Tech Trailblazer
As we celebrate a decade of innovation, we’re excited to sit down with CheckProof’s first employee, Marcus Edlund, who joined CheckProof in 2016. In this interview, we share his journey, insights, and impact on CheckProof’s growth.

2024-10-25
10 Key Technology Advancements in the Construction Materials Industries
The construction materials industries form the backbone of the infrastructure which surrounds us. Global demand for the products from this sector will not slow down, and so the pressure to enhance efficiency in manufacturing and doing so sustainably will only increase. This industry, including cement, concrete, and aggregates plants, has varying levels of technological maturity. Some embracing advanced technology faster
2024-09-13
SBMI’s Climate Roadmap for a Fossil-Free Aggregate Industry by 2045
On September 11th, 2024, The Swedish Industry Association for the Aggregate sector, SBMI (Sveriges Bergmaterialindustri) launched its updated Climate Roadmap. The first roadmap was launched in 2019, before the European Green deal, the cement crisis and the pandemic. The roadmap is updated to take account of the shift in our industry in the past five years and is now a comprehensive plan designed to guide the aggregate industry toward achieving fossil-free operations by 2045.

2024-09-06
HSEQ trends in the Construction Materials and Heavy Industry
The heavy industry sector is witnessing significant shifts in HSEQ management, driven by regulatory changes and technological advancements. These new approaches are reshaping best practices and fostering safer, more efficient work environments. Below, we explore the latest trends and how companies can build a culture of positive HSEQ management within their organization. In this article we will cover: What do

2024-08-22
10 Tips to Reduce On-Site Costs in the Construction Materials & Heavy Industry
Managing costs effectively is crucial in the construction materials industry, where tight profit margins are the norm. Whether you’re overseeing asphalt production, concrete plants, quarries, or other construction material operations, reducing on-site costs can make a significant difference.